
05 06,2026

04 29,2026

04 15,2026
Content
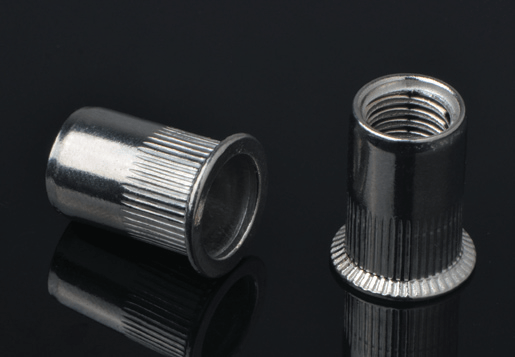
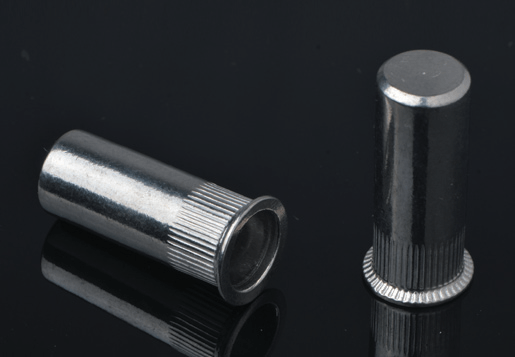
셀프 클린칭 패스너는 펀치 프레스, 아버 프레스 또는 유압 삽입 도구를 사용하여 미리 천공된 구멍에 압착하여 얇은 금속 시트에 영구적으로 설치되는 정밀하게 설계된 하드웨어 구성 요소(너트, 스터드, 스탠드오프, 핀 및 케이블 타이 마운트)입니다. 열이 필요한 용접 패스너나 화학적 결합에 의존하는 접착식 인서트와는 달리 자가 클린칭 패스너는 냉간 성형 공정을 통해 기계적으로 자체적으로 고정됩니다. 패스너의 톱니 모양 또는 널링 클린칭 링은 압력이 가해지면 시트에서 재료를 특별히 설계된 언더컷 홈으로 옮겨 회전하거나 패널 밖으로 밀어낼 수 없는 영구적인 매립형 조인트를 생성합니다.
자체 클린칭 설치의 물리학은 프로세스 요구 사항이 협상 불가능한 이유를 설명하므로 이해할 가치가 있습니다. 삽입 압력이 가해지면 패스너의 경화된 클린칭 앤빌이 펀칭 구멍에 들어가고 생크 형상이 더 부드러운 시트 재료를 바깥쪽으로 이동한 다음 클린칭 링 아래의 언더컷 홈으로 안쪽으로 이동합니다. 이 변위된 금속은 언더컷 주위에 기계적으로 고정되어 변위된 금속 기둥의 전단 강도에 따라 푸시아웃 하중이 결정되는 조인트를 생성합니다. 패널 재료는 패스너 재료보다 부드러워야 하며(일반적으로 Rockwell B 20 이상) 이러한 소성 변형이 언더컷을 채우거나 반동하지 않고 깔끔하게 발생하도록 해야 합니다.
그 결과, 판금 패널의 영구적인 부분이 되는 패스너가 탄생하고, 한 표면과 같은 높이이거나 약간 자랑스러워지며, 모든 표준 결합 패스너와 함께 사용할 수 있는 고품질 나사산 또는 나사산 없는 연결 지점을 제공합니다. 셀프 클린칭 기술은 1940년대 Penn Engineering(PEM 브랜드)에서 개발하고 특허를 받았으며 이후 전자, 통신, 자동차, 항공우주 및 산업 장비 제조 전반에 걸쳐 판금 조립을 위한 글로벌 표준 설치 방법이 되었으며, 수십 개의 제조업체가 Sherex, Wurth, Optimas 및 Bollhoff를 포함한 브랜드 이름으로 호환 가능한 제품 라인을 생산하고 있습니다.
는 자가 고정 패스너 제품군은 다양한 기능 유형을 포괄하며, 각 유형은 판금 조립의 특정 기계적 요구 사항을 해결하도록 설계되었습니다. 스레드 크기나 재료를 지정하기 전에 올바른 유형을 선택하면 재작업이 크게 줄어들고 설치된 패스너가 조립된 제품에서 의도한 기능을 실제로 수행하도록 보장됩니다.
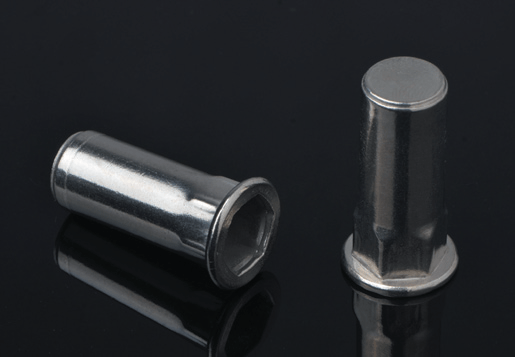
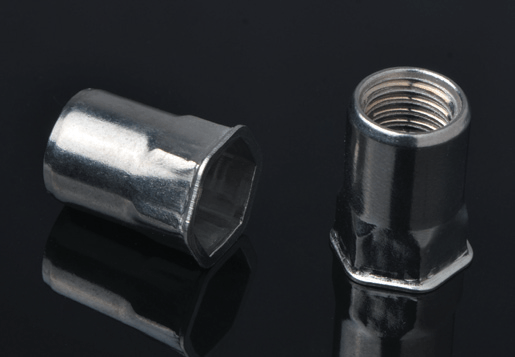
클린치 너트 또는 PEM 너트라고도 하는 자체 클린칭 너트가 가장 널리 사용되는 유형입니다. 한쪽에서 패널에 수평으로 설치되고 양쪽에서 결합 볼트 또는 기계 나사를 위한 나사산 구멍을 제공합니다. 설치된 너트는 표준 미터법 및 통합 스레드 볼트와 완벽하게 호환되는 깨끗하고 평평하거나 약간 솟아오른 표면을 나타냅니다. 클린치 너트는 M2~M12의 표준 나사산 피치, 가는 나사산 및 미터법 ISO 나사산으로 제공되며 판금 인클로저, 브래킷 및 구조 패널에 사용되는 전체 패스너 크기를 포괄합니다. 얇은 판금이 신뢰할 수 있는 탭 나사산을 위한 충분한 재료 두께를 제공하지 않는 경우에 사용됩니다. 이는 실제로 3mm 미만의 모든 강판과 5mm 미만의 알루미늄 시트를 의미합니다.
자체 클린칭 스터드는 설치 면에서 돌출된 나사산 스터드가 있는 패널에 영구적으로 설치되어 반대쪽에 너트를 수용하는 고정 나사산 포스트를 제공합니다. 반대면의 너트를 조이는 동안 볼트를 고정할 필요가 없습니다. 스터드는 패널에 고정되어 회전할 수 없으므로 한쪽에 너트와 렌치만 있으면 조립할 수 있습니다. 클린치 스터드는 전자 인클로저의 구성 요소 장착, 섀시 프레임에 패널 부착, 최종 조립 중 패널 후면에 접근할 수 없는 위치에 영구 외부 스레드가 필요한 모든 조립에 사용됩니다. 이 제품은 전체 스레드 및 부분 스레드 변형으로 제공되며 가장 일반적인 스레드 크기에 대해 4mm~50mm의 길이로 제공됩니다.
자체 클린칭 스탠드오프는 패널에 영구적으로 설치되고 패널과 두 번째 구성 요소(일반적으로 인쇄 회로 기판, 커버 플레이트 또는 적층형 섀시 패널) 사이에 정의되고 고정된 분리를 제공하는 중공 스레드 또는 스레드되지 않은 원통형 스페이서입니다. 이는 보드와 금속 섀시 사이에 정확하고 일관된 간격을 유지하여 단락을 방지하고 냉각을 위한 공기 흐름을 허용하며 조립 중 PCB 굴곡 및 서비스 중 진동을 방지하는 구조적 지원을 제공하는 PCB 장착용 전자 조립에 필수적입니다. 클린치 스탠드오프는 수(외부 스레드) 및 암(내부 스레드) 구성 모두에서 사용할 수 있으므로 어셈블리 접근 요구 사항에 따라 두 번째 구성 요소를 너트 또는 나사로 부착할 수 있습니다.
코어 너트, 스터드 및 스탠드오프 유형 외에도 자체 클린칭 제품군에는 플로팅 너트 플레이트(조립 중 구멍 오정렬을 수용하기 위해 제한된 측면 이동 허용), 정렬 및 피봇팅 애플리케이션을 위한 잠금 핀, 패널 평면에 수직으로 구성요소를 장착하기 위한 직각 브래킷, 깔끔한 와이어 라우팅을 위해 패널에 영구적으로 고정되는 케이블 타이 마운트, 탈착식 패널 애플리케이션을 위한 캡티브 나사 및 쿼터턴 패스너를 포함한 자체 클린칭 액세스 하드웨어가 포함됩니다. 각 특수 유형은 기본 유형과 동일한 기본 이점을 통해 특정 조립 문제를 해결합니다. 즉, 용접이나 접착제가 필요 없고 설치 후 마무리 작업이 필요하지 않고 한쪽에서만 얇은 판금에 영구적인 고강도 설치가 가능합니다.
는 fundamental requirement for successful self-clinching installation is that the fastener must be significantly harder than the parent sheet material. The clinching action depends entirely on the sheet material flowing plastically into the fastener's undercut groove — if the sheet material is too hard to deform, the installation process crushes or fractures the panel around the hole rather than producing a clean mechanical lock. Most specifications require the fastener to be at least Rockwell B 20 harder than the sheet, which in practice limits compatible sheet materials to mild steel (up to approximately HRB 80), aluminum alloys, and copper-based sheet metals.
경화강, 300 시리즈 이상의 스테인레스 강판 또는 기타 경금속에 대한 자체 클린칭은 불가능하거나 정격 값에 비해 성능이 크게 저하된 설치를 생성합니다. 더 단단한 시트 재료에 패스너가 필요한 응용 분야의 경우 용접 너트, 블라인드 리벳 너트 또는 접착 결합 인서트와 같은 대체 기술을 대신 사용해야 합니다. 이는 엔지니어가 처음으로 자체 클린칭 패스너를 채택할 때 발생하는 가장 일반적인 사양 오류 중 하나입니다. 패스너 경도 요구 사항에 대해 시트 경도를 확인하지 않고 스테인리스 스틸 인클로저에 적용하는 것입니다.
| 시트 재료 | 일반적인 경도 | 호환 가능한 패스너 재료 | 셀프 클린칭이 적합합니까? |
|---|---|---|---|
| 연강/저탄소강(CR, HR) | HRB 40–80 | 탄소강, 스테인리스강 | 예 — 이상적입니다 |
| 알루미늄 합금(1xxx, 3xxx, 5xxx, 6061) | HRB 25–65 | 탄소강, 스테인리스강, aluminum (special) | 예 - 올바른 패스너 등급 사용 |
| 구리/황동 시트 | HRB 30-70 | 스테인레스 스틸, 스틸 | 예 — 적절한 경도 차이가 있음 |
| 오스테나이트계 스테인레스강 (304, 316) | HRB 75-95 | 경화강만 해당 | 한계 - 경도를 확인합니다. 대안을 고려하다 |
| 경화/고강도 강철 | HRC 25 | 실용적이지 않음 | 아니요 - 용접 너트 또는 블라인드 리벳 너트를 사용합니다. |
알루미늄 시트 어셈블리의 경우 표준 강철 자체 클린칭 패스너는 경화 강철 패스너와 연질 알루미늄 합금 간의 경도 차이가 충분하기 때문에 올바르게 설치되고 높은 인발 하중을 제공합니다. 갈바닉 호환성 질문은 설치 호환성 질문과는 별개입니다. 알루미늄 패널에 설치된 강철 클린치 너트는 안정적으로 고정되지만 습하거나 습한 서비스 환경에서는 인터페이스에서 갈바닉 부식을 일으킬 수 있습니다. 부식성 환경의 알루미늄 패널의 경우, 가능한 경우 스테인레스 스틸 자체 클린칭 패스너 또는 알루미늄 자체 클린칭 패스너를 지정하고 알루미늄 설치용으로 설계된 알루미늄 리브너트 전용 제품(경도 차이를 유지하기 위해 더 부드러운 패스너 본체를 사용)이 지정된 판금 등급에 사용되는지 확인하십시오.

모든 자체 클린칭 패스너에는 클린칭 작업으로 인해 안정적인 기계적 잠금이 생성될 수 없는 최소 시트 두께와 성능이 최적화되는 권장 시트 두께가 있습니다. 이러한 제한은 지침이 아닙니다. 최소보다 얇은 시트에 자체 클린칭 패스너를 설치하면 설치가 완벽해 보이지만 풀아웃 및 푸시아웃 하중 용량이 크게 감소하여 일반적으로 정격 성능의 일부에서 실패합니다.
강철 자체 클린칭 너트의 최소 시트 두께는 일반적으로 M2-M3 나사 크기의 경우 0.5-0.8mm이고 M6-M8 크기의 경우 1.2-1.6mm로 증가합니다. 최소 두께는 정격 풀아웃 하중을 달성하기 위해 언더컷 홈으로 소성적으로 흘러야 하는 재료의 양에 따라 결정됩니다. 즉, 시트가 너무 얇아서 언더컷을 적절하게 채울 만큼 재료가 충분하지 않습니다. 최대 시트 두께도 지정되며, 그 이상에서는 패스너 본체가 클린칭 앤빌을 올바르게 맞물릴 만큼 시트를 통해 충분히 돌출되지 않습니다. 블라인드 리벳 너트의 그립 범위 개념은 자체 클린칭과 동일합니다. 각 제품은 정의된 패널 두께 창에 맞게 설계되었으며 해당 창 내에 머무르는 것이 성능을 위해 필수적입니다.
셀프 클린칭 패스너에는 정확한 직경의 깨끗하고 둥근 구멍이 필요합니다. 설치 구멍 직경은 일반적으로 ±0.05mm 이상으로 지정되는 일반적인 드릴 공차보다 공차가 더 엄격합니다. 펀치 구멍은 생산 자체 클린칭 설치의 경우 드릴 구멍보다 훨씬 선호됩니다. 펀칭은 펀치와 다이 간격이 올바르게 설정된 경우 펀치 입구 측(패스너가 고정되는 쪽)에 버가 없이 깨끗하고 정확한 크기의 구멍을 높은 생산율에서 일관되게 생성하기 때문입니다. 드릴 구멍은 프로토타입 및 소량 작업에 사용할 수 있지만 패스너가 요구하는 엄격한 공차 범위 내에 들어가도록 양면의 디버링과 신중한 직경 제어가 필요합니다. 레이저 절단 구멍은 점점 더 보편화되고 뛰어난 직경 정확도를 제공하지만 절단 가장자리에 약간의 열 영향 영역이 있어 구멍 벽에서 재료의 연성을 감소시킬 수 있습니다. 생산 자체 클린칭 응용 분야를 위해 레이저 절단 구멍을 적용하기 전에 설치 테스트를 통해 확인하십시오.
자체 클린칭 패스너는 패널 표면에 수직으로 압착력을 가하는 평평하고 매끄러운 설치 모루(벤치 프레스, 아버 프레스, C 프레임 프레스 또는 생산 펀치 프레스)를 사용하여 설치됩니다. 앤빌은 패스너 헤드와 접촉하고 패널은 패스너 생크가 준비된 구멍을 통해 돌출된 상태로 평평한 지지 표면에 놓입니다. 프레스가 닫히면 패스너가 시트 안으로 들어가고 클린칭 링이 한 번의 부드러운 스트로크로 시트 재료를 언더컷 홈으로 변형시킵니다.
는 installation force required depends on the fastener type, thread size, sheet material, and sheet thickness. Typical installation forces range from approximately 1 kN for small M2 clinch nuts in thin aluminum up to 40–60 kN for large M10–M12 clinch studs in steel sheet. These forces are well within the capacity of standard bench arbor presses for small sizes, but larger sizes require a properly rated C-frame or hydraulic press. The installation must be performed with the anvil and support surface parallel — any angular deviation causes the fastener to install at a tilt, misaligning the thread axis and reducing pull-out strength.
대용량 판금 제조(서버 랙 제조, 자동차 본체 부품 생산 및 전자 인클로저 제조)에서 자체 클린칭 패스너는 전용 공급 및 삽입 기계 또는 펀치 프레스 툴링에 통합된 삽입 모듈을 사용하여 자동으로 설치됩니다. 자동 삽입 기계는 보울 피더 또는 테이프 앤 릴 포장을 사용하여 개별 패스너를 분당 수백 개의 부품 속도로 삽입 헤드에 방향을 지정하고 공급합니다. 비전 또는 힘 모니터링 시스템을 사용하여 잘못 로드되거나 누락된 패스너를 감지하고 조립 공정을 더 진행하기 전에 설치 결함이 있는 패널을 거부합니다. 일부 펀치 프레스 제조업체는 홀 펀칭 작업과 동일한 프레스 스트로크로 패스너를 설치하는 자체 클린칭 삽입 도구를 제공하여 별도의 삽입 단계를 완전히 없애고 패스너 설치에 대한 추가 사이클 시간을 0으로 달성합니다.
다양한 제품 유형을 처리하는 유연한 생산 환경을 위해 삽입 엔드 이펙터가 장착된 협동 로봇(코봇)을 사용하는 로봇식 자체 클린칭 설치 시스템의 채택이 늘어나고 있습니다. 이러한 시스템은 전용 하드 툴링 없이 다양한 패스너 유형 및 패널 레이아웃에 맞게 프로그래밍할 수 있어 수동 작업의 유연성과 함께 자동화 장비의 설치 일관성을 제공합니다. 이는 다품종, 중간 규모 작업을 처리하는 계약 판금 제작자에게 매력적인 조합입니다.
자체 체결 패스너 성능은 사용 중에 경험하게 될 힘에 대한 패스너의 저항을 함께 정의하는 세 가지 하중 값으로 특징지어집니다. 각 값의 의미와 적용 분야의 하중 조건과의 관계를 이해하는 것은 자체 체결 패스너가 조인트 설계에 적합한지 확인하는 데 필수적입니다.
는se rated values are specified by manufacturers at a defined installation force on a specified sheet material and thickness. Installing at lower than the specified installation force — due to an underpowered press or an operator stopping the stroke early — produces installed fasteners with significantly lower actual performance than the published ratings. This is why force monitoring on automated insertion equipment is not a luxury but a quality requirement for any application where the joint loading approaches a meaningful fraction of the published performance values.
자체 고정 패스너는 많은 판금 응용 분야에서 용접 너트 및 블라인드 리벳 너트와 경쟁하며 올바른 선택은 판재 재료, 두께, 생산량, 표면 마감 요구 사항 및 조립 접근 제약 조건의 특정 조합에 따라 달라집니다. 단일 기술이 보편적으로 우수할 수는 없습니다. 각 기술은 특정 상황에서 승리합니다.
용접 너트는 가장 높은 접합 강도를 제공하고 시트 경도의 영향을 받지 않지만 한쪽 또는 양쪽에서 용접 접근이 필요하고, 얇은 패널을 왜곡하고 근처 코팅을 손상시킬 수 있는 열을 발생시키며, 용접 후 청소가 필요하고 종종 용접 영역을 다시 마무리해야 하며, 자격을 갖춘 용접 작업에 비용이 추가됩니다. 접합 강도 요구 사항이 압입 패스너가 제공할 수 있는 수준을 초과하는 두꺼운 구조용 강철 응용 분야와 자체 클린칭이 불가능한 재료에 적합한 선택입니다. 블라인드 리벳 너트는 프레스 없이 간단한 손 도구 또는 공압 도구를 사용하여 한 면만 접근하여 설치할 수 있으므로 현장 설치 및 개조 용도에 더 적합하지만 별도의 설정 도구를 사용하고 패널 표면에서 돌출된 외부 플랜지를 남깁니다. 이는 플러시 자체 클린칭 설치보다 덜 깨끗합니다.
생산량이 프레스 툴링을 정당화할 때, 패널 표면 마감이 양면에서 유지되어야 할 때(용접 스패터 없음, 외부 플랜지 없음), 시트 재료가 클린칭을 허용할 만큼 충분히 부드러울 때, 패널을 코팅하거나 조립하기 전에 설치를 수행할 수 있을 때 셀프 클린칭 패스너가 승리합니다. 강철 및 알루미늄 시트의 동등한 하중 등급에서 리브너트보다 더 깨끗하고 전문적인 설치가 가능하며, 별도의 도구 결합 스레드가 없다는 것은 관리해야 할 맨드릴 손상이 없고 세팅 도구로 인한 스레드 결합 깊이 제한이 없음을 의미합니다. 대량 판금 인클로저 생산(서버 섀시, 전기 캐비닛, 자동차 브래킷 및 의료 장비 하우징)의 경우 자동화 장비에 의해 설치되는 자체 클린칭 패스너는 일반적으로 볼륨이 툴링 투자를 정당화할 경우 조인트당 총 비용이 가장 낮습니다.
완전한 사양 없이 자가 체결 패스너를 주문하는 것은 잘못된 제품을 받을 수 있는 신뢰할 수 있는 경로입니다. 단일 제조업체 범위 내에서 사용 가능한 패스너 유형, 나사산 크기, 시트 두께 및 재료 옵션의 조합은 수백 개의 개별 부품 번호에 달하며 유사해 보이는 카탈로그 설명은 중요한 치수 세부 사항에서 다를 수 있습니다. 전체 사양에는 다음 매개변수가 모두 포함됩니다.
저작권 © Steady Industrial Fasteners CO., LTD. All Rights Reserved 중국 블라인드 리벳 너트 제조업체 자체 클린칭 공장


 EN
EN  英语
英语 俄语
俄语 韩语
韩语 阿拉伯语
阿拉伯语 土耳其语
土耳其语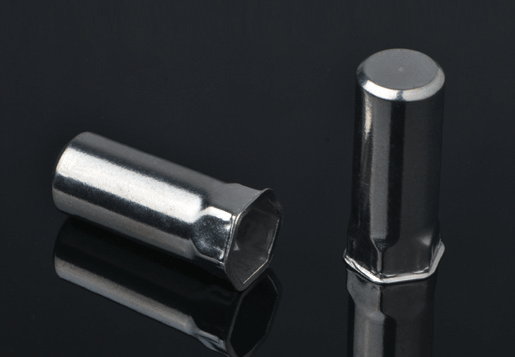



 +(86)-133 8863 9264
+(86)-133 8863 9264





")
")